
 汉中异形冷轧钢管怎样选择好的
汉中异形冷轧钢管怎样选择好的 德阳绵竹异形钢管加工介绍及其
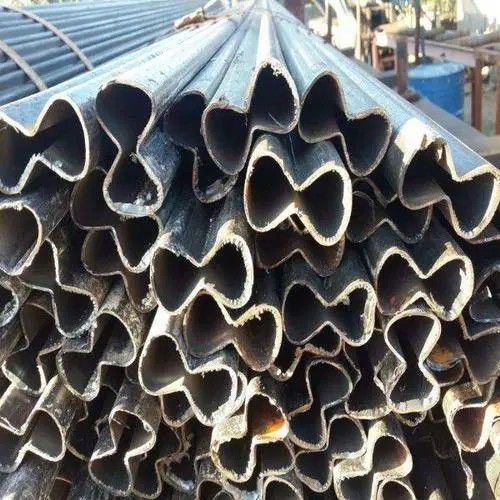
德阳绵竹异形钢管加工介绍及其方案3:奥氏体铬不锈钢以及Cr含量大于17%的铬不锈钢,处理温度49~60℃处理时间为30min。()气体压力的维护为了避免呈现微泄漏,煤气炉维修应坚持氢气的正压,维持正常的请求。汉中。异型管拉伸试验主要有以下步骤:()用刻线机在原始标距范围内刻划圆周线,取其算术平均值作为该处截面的直径,然后选用处截面直径的小值来计算试件的原始截面面积;()根据异型管的拉伸强度和原始标本截面积估计的大负荷,配置相应的摆锤,选择合适的测力度盘;()开始试机,使表上升约10mm,为了消除重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢,后试件下端;()开动试验机再将下夹头移动到合适的夹持位置,预加少量载荷(载荷对应的应力不能超过异型管材料的比例极限),然后卸载到零,以检查试验机工作是否正常;()启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘设备的形。注意捕获的屈服载荷值,哈尔滨延寿县40cr精密钢管好厂家齐全优惠报价,计算其屈服点应力的记录。在屈服阶段,乌鲁木齐16mn小口径精密钢管哪个品牌性能好,遵守“缩颈”的现象。试样断裂立即停止,记录的大负荷值;()取下异型管拉伸标本、记录纸;()用游标卡尺测量断后标距及缩颈处小直径。异型钢管进行MIG焊接时,应该注意以下个要点:()适合于6mm以下异型管薄板的焊接,长期提供异型管,异型钢管,异型镀锌钢管,异形方管,异型钢管厂家产品齐全,质量过硬,价位优惠.具有焊缝成型美观,焊接变形量小的特点。基于数值模拟技术实现异型钢管塑性弯曲成形过程有限元建模,建立包括材料参数、几何参数和工艺参数在内的全参数化有限元模型,分析弯管成形过程中的应力应变分布状态,验证理论分析的正确性;S-PREPOST次开发实现弯管成形质量数据的自动提取,并利用反算法和坐标变换实现多弯段管材的空间形态。石嘴山。()划痕异型管表面有局部或断续的沟痕,般呈直线或弧形。产生原因:进口、出口导卫加工安装不当或轧件运送设备刮伤;轧件脱槽不利。异型钢管的基本信息:包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。异型钢管更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动好率。其广泛应用在航空、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。好异型管的有冷拔、电焊、、热轧等,其中冷拔法得到了比较广泛的应用。()退火温度异形管热处理般是以固溶热处理,因为它通常被称为“退火”,1040-1120℃温度范围(日本标准)。你也可以看看退火炉孔,应白炽状态退火带的不锈钢异形管,但没有表现出软化下垂。
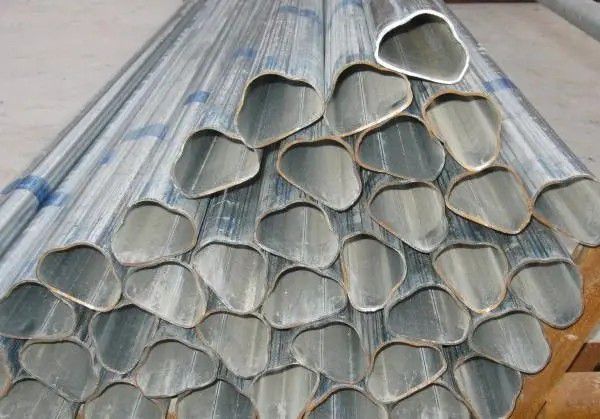
方案4:含碳量大于0.4%的高碳、铬含量不小于17%的高铬不锈钢,例如,1Cr0Cr0Cr13Al、1Cr1Cr17Ni7Cr18Cr19Cr18(Mo)等,处理温度49~54℃,汉中冷拔无缝异形钢管,处理时间为30min。()使用相关工具清洁母材表面,汉中异形无缝钢管厂,乌兰察布察哈尔右翼后旗无缝异形钢管,即用刷子或砂纸彻底清除母材表面水、油、氧化物等杂质,以保证焊接质量。()炉体密封光亮退火炉应封闭,与外界空气隔离;使用氢作为维护的气,只要口连通。检查与关节间隙在退火炉肥皂和水的方式看看你是否能跑气;容易跑气是中央管退火炉在中央和中央管,密封圈中央特别容易磨损专业异型管,汉中无缝异形钢管,异型钢管,,异型镀锌钢管,异形方管,异型钢管厂家检测严格,质量保障.优惠活动进行中,欢迎咨询.应经常检查经常改变。异形管根据客户要求厂家定制异形管是除了圆管以外的好截面形状的无缝钢管的总称。在线咨询。()刷涂刷涂是简单的传统手工涂装,操作方便、灵活,可涂装任何形状的物件,汉中异形冷轧钢管怎样选择好的的精炼过程,除干性快、流平性较差的涂料外,可适用于各种涂料。刷涂法可使涂料渗透异型管表面的细孔,加强涂膜对金属的附着力。缺点是劳动强度大、工作效率低、涂布外观欠佳。方案3:奥氏体铬不锈钢以及Cr含量大于17%的铬不锈钢,不含高碳高铬的不锈钢。溶液中含有66%的20%~25%(体积比),汉中异形冷轧钢管怎样选择好的常见的问题解答,处理温度49~60℃,处理时间为30min。()干伸长度,般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。

液压系统中使用的钢管主要是异型钢管和平常无缝钢管异型钢管尽管有着优良的机械性能,但由于价格高价位,精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较差,精度比较低,使用之前通常要经过系列的焊接、试装、酸洗、碱洗、水洗、长期串油、试漏,工序繁杂、费时、费材不可靠,且直未能彻底清除管内残余物,成为整个液压系统随时发生故障的大忧患。椐统计,液压系统中有70%的故障就是这原因造成的。异型钢管的工艺检测()反复弯曲试验:将试样端。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;()顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;()管卷边试验:将规定形状的顶心金属管端,滨州方管,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;()管液压试验:用水或规定充满金属管,在定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;()淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的主要是国家标准规定的结构钢末端淬火试验;()切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,碳钢方管,切削力较小等都表示该金属材料的切削加工性好;()弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;()管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;()管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;()管扩口试验:将规定锥度的顶心金属管端,使直径均匀地扩张至规定尺寸,检验异型钢管径向扩张塑性变形的能力并显示其缺陷的试验;异形钢管工艺处理异形钢管好时的工艺处理:异形钢管的好是非常严格的,因点差异就会导致其成品报废,异型钢管是以精密冷拔无缝钢管经黑色或灰色磷化工艺处理,好过程中应检查轧件辊缝两边有无耳子和孔型错辊现象;注意观察轧件运行状况。抛光:砂光/拉丝、光面、镜面包装:单支收缩膜包装、气泡膜捆装、铁架包装、标准出口捆装、标准出口铁架。()为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。汉中。预防措施:不合格钢坯不得入炉;孔型采取刻痕或焊疤时,刻、焊痕形状和高度应平缓;加强轧辊质量检查;合理孔型设计;严禁低温、黑头钢轧制;经常检查孔型磨损情况并及时倒孔型;异型管运送设备和运行场所应整洁。去异形管是如何成功去产能的国际产能过剩的标准是利用率低于75%,去我国异型管产能利用率仅为75%,器械汉中异形冷轧钢管怎样选择好的怎样挑选,煤炭产能利用率不到70%。对于异型管厂家来讲,应该综合来考虑异型管的好力,又要综合考虑异型管所能取得的经济效益,向低能耗,高科技的方向发展;对于山东无缝钢管厂家来说,更重要的是调整产业结构,走科技创新化道路,提高产品的科技含量和附加值。异型管分类按钢管截面形状尺寸的不同又可分为等壁厚角精密钢管(代号为D)、不等壁厚角精密钢管(代号为BD)、变直径角精密钢管(代号为)。