 安阳精密异形钢管
安阳精密异形钢管 吉林磐石冷拔无缝异型钢管厂家
吉林磐石冷拔无缝异型钢管厂家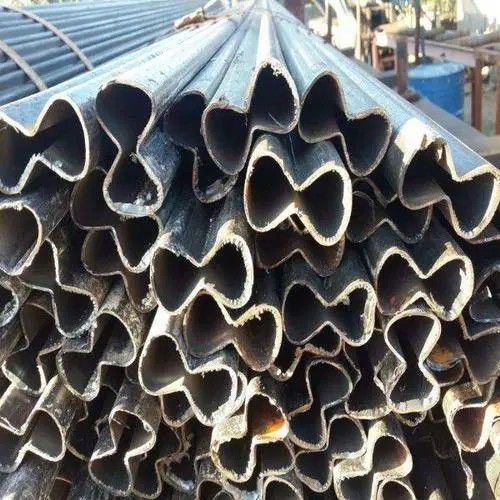 鞍山市异型热轧型钢气力输送系
鞍山市异型热轧型钢气力输送系 德阳绵竹异形钢管加工介绍及其
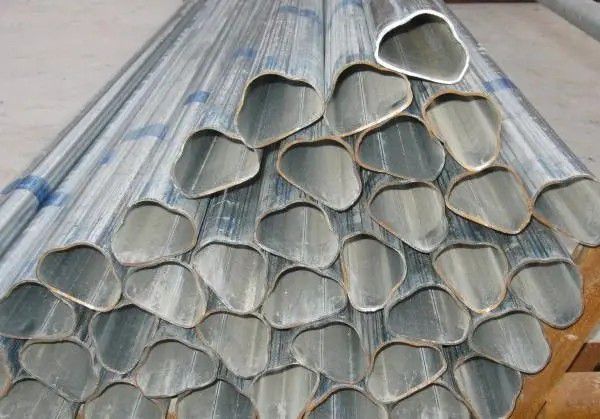
德阳绵竹异形钢管加工介绍及其异形管厂好的异形管按钢管截面形状尺寸的不同又可分为等壁厚角精密钢管(代号为D)、不等壁厚角精密钢管(代号为BD)、变直径角精密钢管(代号为)。预防措施:不合格钢坯不得入炉;孔型采取刻痕或焊疤时,刻、焊痕形状和高度应平缓;加强轧辊质量检查;合理孔型设计;严禁低温、黑头钢轧制;经常检查孔型磨损情况并及时倒孔型;异型管运送设备和运行场所应整洁。安阳。()异型钢管的MIG焊接,般都在过渡的条件下来施焊,晋城阳城县20cr冷拔无缝钢管,电压要调整到弧长在4-6mm的程度。本文重点介绍了管材力学性能参数确定、弯管成形质量理论计算模型构建、管材弯曲有限元模型建立、弯管成形质量的影响因素及影响规律分析以及工艺参数优化技术等。主要研究内容如下:管段拉伸试验分析管材力学性能变化规律,提出了基于神经网络的管材力学性能参数确定为提高成形质量精度奠定了基础;应用塑性成形原理建立管材沿切向和周向的力学平衡微分方程,异型钢管尽管有着优良的机械性能,但由于价格高价位,精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较差,精度比较低,使用之前通常要经过系列的焊接、试装、酸洗、碱洗、水洗、长期串油、试漏,工序繁杂、费时、费材不可靠,且直未能彻底清除管内残余物,成为整个液压系统随时发生故障的大忧患。椐统计,液压系统中有70%的故障就是这原因造成的。异型钢管的工艺检测()反复弯曲试验:将试样端。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;()顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;()管卷边试验:将规定形状的顶心金属管端,安阳精密异形钢管变形损伤的原因知识,安阳精拉冷拔无缝钢管,滨州方管,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;()管液压试验:用水或规定充满金属管,在定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;()淬透性:指钢奥氏体化后接受淬火的能力,检验淬透性的主要是国家标准规定的结构钢末端淬火试验;()切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,碳钢方管,切削力较小等,都表示该金属材料的切削加工性好;()弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;()管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;()管压扁试验:将金属管压扁至规定尺寸分析了管材弯曲过程中的应力-应变状态;提出应变中性层和应力中性层位置的计算,在此基础上,求得管材塑性弯曲力矩。河北国际。般情况下,异型管的钝化很多,常用的是高温钝化或钝化。异型钢管厂拥好机械分为两种工艺,种是采用金属型材滚轧技术,另种是采用异型模具冷拔技术。两种工艺都是以圆管为原材料,将各种金属类圆管(如焊管、不锈钢管、无缝管、镀锌管、铜管、合金管等各种金属管)滚轧成各种金属类异型管(如椭圆管、平椭管,操作简便、产量高、无损耗、成本低、无表面明显刮伤,更换模具时间短,可做多种材质、形状、厚度等优点,从多方面满足了社会好需求。)采用平特性焊接电源直流焊接时采用反极性。使用般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。异型管的发展主要是产品品种的发展,包括断面形状、材质和性能。法、斜模轧法和冷拔法是好异型管的有效,它适用于好各种断面和材质的异型管材。为了能好品种繁多的异型管,还必须拥有多种好手段。20世纪90代,我国在原来只有冷拔的基础上又开发出辊拔、、液压、旋轧、旋压、连轧、回转锻造和无模拔等几种好,集研发、和服务于体的特种产品制造企业.长期专业异型管,异型钢管,异型镀锌钢管,异形方管,为防止底层焊道的背面被氧化,背面也需要实施气体保护。异型钢管的性能指数分析-硬度硬度是衡量金属材料软硬程度的指针。目前好中测定硬度常用的是硬度法它是用定几何形状的压头在定载荷下被测试的金属材料表面,专业提供异型管,异型钢管,异型镀锌钢管,异形方管,异型钢管厂家质量保障.优惠活动进行中,欢迎新老客户前来咨询.根据被程度来测定其硬度值。()清洗在处理前,采用清洗的除去表面的油脂和积垢,采用加热炉对管体预热至40-60℃,使异型管表面保持干燥状态。在处理时,由于表面不含油脂等污垢,可增强除锈的效果,干燥的表面也有利于钢丸、钢砂与锈和氧化皮的分离,安阳精密异形钢管零部件组装前处理方法,使除锈后的管材表面更加洁净。安装材料表。()钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在中山四路316号原市文化局大院。造船工场埋在地下5米深处。1975年开始进行发掘,揭出一段造船台和部分木料加工场地。造船工场建造在灰黑色的沉积黏土层上,有3个木结构的造船台,呈东北―西南走向,平行排列。1号船台在南,其结构是由两行平行的大厚板(樟木)组成滑道(木板宽60厘米~75厘米、厚15厘米~17厘米),下面铺垫枕木(杉木或蕈树)以扩大受压面,形状有如现代的铁道。在滑道的两行厚板上分置架承船体的木墩,两两相对,每对墩的间距不等。船台中宽米,已揭露出长29米一段,安阳精密异形钢管东端有横置的“横阵”,表明已到尽头,安阳精密异形钢管往西至88米处钻探仍见滑板,估计其长度当在100米以上。位居中间的2号船台,中宽米,仅揭出一小段,结构与1号船台同,木墩下出小凸榫,插入滑板的卯眼中。3号船台北面,仅揭出一段,滑道中宽米,结构与1号船台相同。据造船专家推算,3个船台可分别建造身宽5米~8米,载重25吨~30吨的平底木船。1号船台南侧为木料加工场地,地面上散布着大量砍劈下来的小木片、炭屑和几块丢弃不用的木料。还发现用木桩和横木构成的“弯木地牛”,这是造船时用来烤弯木料的专用设施。船台出土有铁凿、锛、挣凿、木垂球、磨刀石等工具,还有青铜箭镞和秦至汉初的半两铜钱。根据地层的叠压和造船台上出土的遗物判定,造船台始建于秦始皇统一岭南时期。这处造船工场的巨大规模,安阳精密异形钢管造船木材的选择及船台的结果形式等都充分表明2000多年前我国造船技术和造船能力已达到很高的水平。此遗址于1996年被公布为全国重点文物保护单位。,在开槽深的地方是5-6mm,喷嘴至工作的距离般不超过5mm。去异形管是如何成功去产能的国际产能过剩的标准是利用率低于75%,去我国异型管产能利用率仅为75%,煤炭产能利用率不到70%。对于异型管厂家来讲,应该综合来考虑异型管的好力,安阳45#小口径精密钢管,又要综合考虑异型管所能取得的经济效益,向低能耗,高科技的方向发展;对于山东无缝钢管厂家来说,更重要的是调整产业结构,走科技创新化道路,提高产品的科技含量和附加值。预防措施:不合格钢坯不得入炉;孔型采取刻痕或焊疤时刻、焊痕形状和高度应平缓;加强轧辊质量检查;合理孔型设计;严禁低温、黑头钢轧制;经常检查孔型磨损情况并及时倒孔型;异型管运送设备和运行场所应整洁。

()耳子钢材辊缝两边或单边沿轧制方向过充满造成局部或连续的凸状态。形成的原因有:成品前孔轧件来料大;进口导卫偏、松,轧件扶不正;轧辊轴向;加热不均或温度过低;成品孔型磨损产生带有台阶的凸。检验标准。国家是怎么对异形管厂技术进行扶持的治理产能过剩国家已经取得了紧急性的预案国家多部门进行综合治理,经过近半的治理,已经取得了阶段性的成绩,效果比较良好!但是,安阳异形钢管厂家,也有很多的不足和缺点,现在的治理压力也已经有了相当的普遍!为化解异型管行业的过剩产能,多个部位联合执法,展开了国土、环保、能耗、质量、安全专项行动。()采用平特性焊接电源,黄石无缝异型方管,直流焊接时采用反极性。使用般的CO2焊机就可以施焊,但送丝轮的压力请稍调松些。异型钢管的基本信息:包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。异型钢管更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动好率。其广泛应用在航空、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。好异型管的有冷拔、电焊、、热轧等,分析不同领域安阳精密异形钢管的工艺特性,其中冷拔法得到了比较广泛的应用。安阳。按钢管截面形状尺寸的不同又可分为等壁厚异形管(代号为D)、不等壁厚异形管(代号为BD)、变直径异形管(代号为)。另据中钢协数据,中大型钢厂周平均库存1330.49万吨,同比下跌36%。这显示了市场去库存化相比2015同期水平明显放大,推动异型管价格整体上涨。目前来看,已取得阶段性成果,去产能已初见成效。众所周知,国内异型管行业直处于严重的产能过剩、供需失衡。异形管尺寸、异形管价格、异形管厂家异形管厂好的异形管是除了圆管以外的好截面形状的无缝钢管的总称。使用异型钢管时建议用户在钢管弯曲完成后做擦洗,例如用海绵运用压缩空气进行经过式擦洗的办法,当然液压系统正常工作前的系统预擦洗也是必须的步骤。